
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик









产品描述
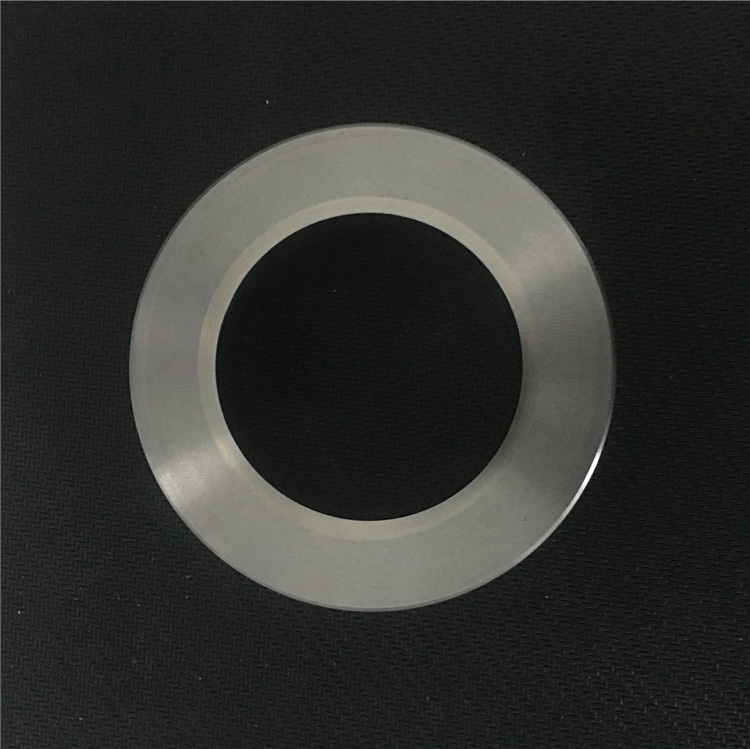
双金属机筒螺杆
中国双金属螺杆机筒的生产晚于欧洲国家,EJS工厂从2000年代就开始生产双金属螺杆机筒。
双金属螺杆的成本比氮化的高约1.5至2倍,但其寿命增加2至3倍。因此近年来越来越多的客户选择使用双金属螺杆机筒,以减少成本和搬运工作。
通常采用氮化钢来生产双金属螺杆,如38CrMoAlA、34CrAlNi7、31CrMoV9。
对于双金属机筒,我们采用40Cr作为基体钢,与合金粉末有良好的配合。
EJS双金属螺杆机筒的生产是在我们自己的工厂进行的,而大多数其他公司都需要借助分包商的帮助,这更有利于质量控制和交货时间管理。
如果双金属工艺做得好,双金属螺杆的生产周期通常比氮化处理长一周。有时双金属螺杆机筒可能会出现裂纹,EJS经验丰富的技术人员拥有丰富的知识,可以快速做出使用或拒绝的决定。双金属机筒需要更多的时间才能看到它的效果如何,因为我们只有在硬质合金衬套紧密收缩后才能在生产过程中知道其质量。如果出现裂纹或分裂,则必须扔掉整个硬质合金衬套并制作新的硬质合金衬套。
关于 E.J.S.
EJS螺杆机筒是一个新创建的出口业务品牌,拥有自1992年以来的制造经验。
一家致力于生产定制螺杆机筒和设计挤出机螺杆机筒、注塑机螺杆机筒的螺杆机筒制造商。

双金属螺杆
我们很早就开始制造双金属螺杆机筒,几乎与中国第一个双金属机筒诞生的同时。 现在我们有多种类型可供选择,具体取决于不同的应用
|
双金属桶 |
|||||
|
合金类型 |
EJS01合金 |
EJS02合金 |
EJS03合金 |
EJS04合金 |
|
|
合金成分 |
铁+镍+铬+硼 |
镍+铬+钴+B |
镍+铬+钴+V+B |
镍+钨+铬+B |
|
|
耐磨性 |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
耐腐蚀 |
★★ |
★★★ |
★★★ |
★★★ |
|
|
合金厚度 |
2~3毫米 |
1.5~2毫米 |
1.5~2毫米 |
1.5~2毫米 |
|
|
硬度 |
HRC 58-65 |
硬度50-58 |
硬度55-60 |
HRC 55-65 |
|
|
温度范围 |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
热系数 |
室温~250℃ |
11.0x10-6 |
11.0x10-6 |
11.5x10-6 |
11.0x10-6 |
|
膨胀率(/℃) |
室温~400℃ |
11.4x10-6 |
11.4x10-6 |
12.4x10-6 |
12x10-6 |
|
工作长度范围 |
700mm~3000mm/个 |
||||
|
大量使用基础钢材 |
40Cr:42CrMo |
||||
|
在列表中标记:★★★★ 优秀; ★★★ 非常好; ★★好 |
|||||
|
双金属螺丝 |
|||
|
适合于 |
单螺杆、平行双螺杆、锥形双螺杆 |
||
|
合金类型 |
镍60 |
科莫诺伊 56 |
科莫努伊 83 |
|
合金成分 |
镍+铬+铁+硅 |
镍+铬+硅+铁 |
镍+钨+铬+碳 |
|
抗磨损等级 |
★★★ |
★★★ |
★★★★ |
|
防腐等级 |
★★★★ |
★★★★ |
★★★★ |
|
合金厚度 |
1~1.5毫米 |
1~1.5毫米 |
1~1.5毫米 |
|
硬度 |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
应用玻璃纤维 |
10%以下 |
|
|
|
工作长度范围 |
需要任何长度 |
||
|
大量使用基础钢材 |
38CrMoAI(1.8509)、34CrAINi7(1.8550)、31CrMoV9(1.8519) |
||
|
在列表中标记:★★★★ 优秀; ★★★ 非常好; ★★好 |
|||
质量检验
质量是生产过程中非常重要的一步。为了制造优质螺杆机筒,应满足所有公差,所有尺寸均应正确并记录在案。
我们为每一个供应的螺杆机筒提供检验报告、材料证明。
包装
包装是运输前的最后但非常重要的一步。 坚固而智能的包装盒也是我们品质的一部分。 它不仅用于在运输过程中很好地保护螺杆机筒,也为我们的客户提供了一种简单的拆箱方式。

热门标签: 双金属机筒螺杆,定制,中国,舟山,供应商,制造商,工厂,库存
相关分类
发送询问
请随时在下面的表格中提出您的询问。我们将在 24 小时内回复您。







